Many of you may already be familiar with my recent decision to become a two-printer household. Here I'm doing a more formal write-up to help others decide whether a Vyper might be the right printer for them.
 |
| My little manufactory now. |
My original printer is a Qidi Tech X-One 2, and you can read my early review of it here. Since I got it, the X-one 2 has produced all the pieces for three substantial projects - Ghost, Atronach's Eye, and ACE the quadruped - plus quite a few gifts for friends. So it's been a pretty solid workhorse, but I decided to add the second printer for several reasons.
1) I wanted a larger build volume. The X-One 2 can't print anything bigger than about 6x6x6 inches. The limitations of this became most obvious when I couldn't help print face shield parts during the early pandemic, because the models wouldn't fit. I can usually get around the limitation by splitting models and adding joins, but sometimes that just doesn't work. The Vyper's volume is much larger than the X-One's, and slightly larger than typical printers in its class, at 245 x 245 x 260 mm.
2) I wanted to potentially run both printers at once and accomplish projects faster.
3) I just wanted to try out one of the ubiquitous "Rep-Rap" style printers, with the open frame. This is a very different design from that of the X-One, which is a self-contained box. The X-One's print head is suspended from the upper inner portion of the box and moves in the XY directions, while the build plate moves along the vertical (Z) axis, along a lead screw. The Vyper moves its plate along the Y axis, and its print head along the X and Z axes.
 |
| Unboxing and inspection |
The Vyper also came with some quality-of-life improvements over the Qidi. It has automatic bed leveling. As careful as I was with the X-One's bed, in the end the only way to get it perfectly level was to do test prints and see how much the filament was "smashed" on different sides of the first layer. So this was a welcome feature - and possibly a must given the much larger print bed. The printing plate itself is a spring steel sheet coated with textured PEI (a slippery plastic), and magnetically attaches to the underlying heated bed. The idea is that you can remove the plate and bend it to peel away stubbornly attached prints.
The only real disadvantage of the Vyper, compared to my previous printer, is that it's not fully enclosed. So when I start wanting to print PETG or ABS on it, I'll probably need to rig up a tent for it to hold in heat. It also doesn't come fully assembled. But I'm feeling braver now than when I bought my first printer.
 |
| Packing foam must be destroyed. |
The Vyper requires light assembly. The print head, the filament feeder, the bed mechanicals, etc. are already all together; the end user just needs to bolt the upright portion of the frame to the base, attach the touch screen and the filament holder, and connect some cables. All necessary tools are included. It took me (going cautiously) about an hour and a half to unbox the printer and put it together.
 |
| Base, build plate and included tools, shown packed in the small tool drawer that fits into the base. |
Preparations for first print also went very smoothly, with one exception: the weak documentation forced me to look a couple of things up on the internet. This is another Chinese printer and I think they may not have used the greatest English translation services. To start bed leveling, you're supposed to "touch" the metal nozzle with a tool. I touched it repeatedly, to no avail, holding the wrench in different orientations in hopes of lining it up with some optical sensor. Turns out the sensor is neither optical nor capacitive; it's a pressure sensor. You have to *push* up on the nozzle, not just touch it. The other little hitch was that the printer's internal file system does not allow for folder navigation, so all GCODE files have to be in the root directory of the SD card (and the sample file that comes on the card is not!). So I had a brief scare when I repeatedly poked the folder name on the touchscreen and it wouldn't open. But this is apparently normal. You just have to read the SD card using a regular computer (this printer comes with a USB SD card reader too!) and move the sample file into root.
The Vyper heats itself to operating temperature before running the bed-leveling routine, presumably to make sure that the results account for thermal expansion of the parts. The print head will tap the bed with the nozzle in a mesh of locations to check and adjust the height. When I ran leveling for the first time, some plastic goop oozed out of the nozzle and left dots on the print bed. I take this as a good sign: QA must have run a test print, or at least checked filament feeding, before the printer was disassembled for shipping. I ended up running leveling a second time after the nozzle was cleaned out, just in case that leftover filament blobbing out of the nozzle interfered with results in any way. The automatic leveling seemed to work well. My first prints adhered to the bed just fine and had great-looking first layers.
So bed leveling just worked, and then filament feeding just worked - both into and out of the nozzle. This overcomes the biggest operational flaw of my X-One, which is frustrating to load and has *never* been able to retract filament successfully. I have to hold down the filament release lever and manually yank the filament out; telling the printer to retract it just results in slipping feed gears and the creation of a swelling in the warm filament below, after which I have to take apart the print head to get it out. The Vyper looks as though it could have more points of failure with its more complex feed path, but I had zero trouble loading my first PLA, then changing colors later.
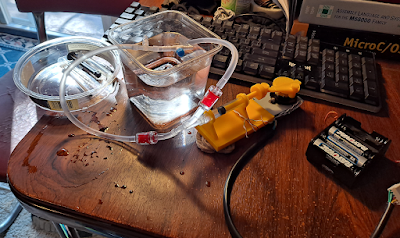
 |
| Printing! The latest version of the eyeball cradle. |
The Vyper feeder also has an extrusion tension knob, another feature new to me. My first print appeared to have slight signs of under-extrusion, so I made a small adjustment, and left it alone otherwise. For future maintenance purposes, there appear to be easily accessible mechanisms for tightening the belts.
I decided to be brave and print directly on the PEI build surface, instead of covering it with tape. This also worked wonderfully. I was able to pull all four of my prints off without even removing the plate to bend it. One of them (a large, flattish piece) even released itself from the surface after being left to cool long enough, and was lying there loose when I came to get it.
 |
| First print from Vyper (left) compared with first print from X-One 2 (right). Model by Thingiverse user Daniel_W. |
I've seen some reviewers complain that the magnetic build surface doesn't have any slots or guides to fit into, so it can be a pain to line it up perfectly when sticking it back onto the bed after print removal. I re-seated it when assembling the printer and found that yes, it's a little tricky, given that the strong magnet will try to pull it down fast and fight your attempts to shift it. I don't consider this an important issue. So it demands a little more care and coordination - oh well. I'm more concerned that the PEI surface isn't a sticker. If it gets scratched or gouged, I think you have to replace the whole spring steel plate, for about $25. But one of my future goals is experimenting with other surfaces, so I may end up layering something removable on top of it anyway.
I used Cura to slice my models, as I do for the X-One. It doesn't have printer-dimension presets for the Vyper yet, but the documentation will tell you how to start from existing presets and change the numbers to fit the Vyper. The manufacturer also provides recommended PLA print settings, which I loaded in and tweaked to my liking. No problems here.
 |
| And the underside: first print from Vyper (top, textured PEI surface) compared with first print from X-One 2 (bottom, blue painter's tape). Model by Thingiverse user Daniel_W. |
Print quality was great. I won't say "perfect," since I can see a few hints of wall irregularities, and the support situation on my first model was less than ideal. But I think quality is slightly better when compared with my very first print on the X-One (same model). I also haven't yet tried to really dial in the Cura settings.
After my initial test print, I put the Vyper straight to work on a new iteration of Atronach's eyeball (three parts, all PLA), and this went off without a hitch. I think that's a pretty good test for all the basic functionality. Prints I have yet to do include 1) something really detailed, like a miniature, 2) a print-in-place tolerance torture test, and 3) something in PETG.
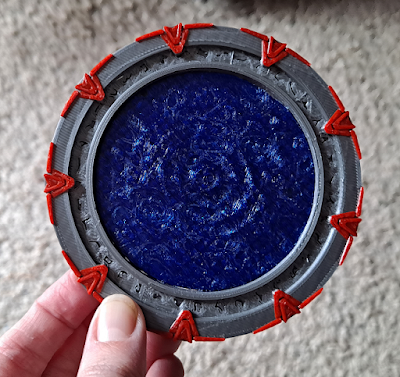
 |
| The latest eyeball. More about this later! |
On the whole I'm very happy with this printer. It was on sale on Newegg, and I got it for about $350 with free shipping. I was a little concerned about quality as compared to e.g. a Prusa, but at half the price I was willing to risk it, and I think that has paid off.
Until the next cycle,
Jenny